

Západočeská univerzita v Plzni, Fakulta aplikovaných věd, Katedra mechaniky
Západočeská univerzita v Plzni, Fakulta strojní, Katedra materiálu a strojírenské metalurgie
Jan Sladký, Jan Blažek, Stanislav Plánička, Stanislav Němeček, Tomáš Janda
Abstrakt
Projekt se zabývá konstrukční inovací regulačních ventilů pro náročné provozy s tlakovými spády až 50:1 s využitím aditivních a laserových technologií. Hlavním prvkem je redukční pouzdro s labyrintovou strukturou, vyrobené kovovým 3D tiskem, které umožňuje účinné maření velkých tlakových spádů při minimalizaci vibrací a hluku. Pro konstrukční návrh pouzdra vzhledem k provozním požadavkům byl vyvinut parametrický nástroj, který byl optimalizován na základě CFD simulací s přihlédnutím k možnostem 3D tisku a povrchovým úpravám funkčních ploch zaměřených na zvýšení odolnosti vůči abrazi a erozi.
Úvod
V oblasti energetiky a chemického průmyslu se stále častěji setkáváme s požadavky na regulaci, redukci tlaku páry za extrémních provozních podmínek. Jedním z klíčových prvků těchto systémů jsou regulační ventily, které musí spolehlivě zvládat vysoké tlakové spády, často přesahující poměr 50:1. V takových případech je nutné navrhnout vnitřní geometrii ventilu tak, aby docházelo k postupnému škrcení média bez vzniku nestabilit, vibrací či nadměrného hluku.
Tento článek se zabývá návrhem a optimalizací labyrintového pouzdra pro škrcení přehřáté páry. Pouzdro je tvořeno sítí škrticích kanálků, jejichž tvar, rozmístění a výrobní technologie byly navrženy s využitím CFD simulací, 1D výpočtového nástroje a aditivní výroby metodou selektivního laserového tavení (SLM). Cílem bylo vytvořit konstrukčně efektivní, výrobně realizovatelné a provozně spolehlivé řešení pro ventily s extrémními tlakovými spády.
Návrh škrticích kanálků
Princip škrcení a proudové charakteristiky
Škrcení páry v regulačním ventilu je proces, při kterém dochází k rychlé ztrátě tlaku média a jeho expanzi. V ideálním případě by mělo být škrcení rozloženo do několika stupňů, aby se minimalizovalo riziko aerodynamického ucpání, vibrací a hluku. V praxi se používají tzv. labyrintové kanálky – úzké průtokové trasy s opakovanými změnami směru proudění, které umožňují postupné snižování tlaku. Kanálek se po své délce přizpůsobuje změnou průtočného průřezu expandujícímu plynu. Při návrhu kanálků je nutné zohlednit nejen požadovanou průtokovou charakteristiku, ale i dispoziční omezení pouzdra, technologické možnosti výroby a provozní spolehlivost.
CFD analýza tvaru kanálku
Pomocí výpočtové dynamiky tekutin (CFD) byly analyzovány různé varianty škrticích uzlů. Testovány byly následující geometrie: zúžení (clonky), ostré záhyby, záhyby s rádiusy, větvení a spojování kanálků, bypassy. Nejvhodnější se ukázaly ostré záhyby, které umožňují efektivní škrcení bez výrazného poklesu průtočnosti. CFD simulace ukázaly, že při konstantním průřezu dochází k postupnému nárůstu aerodynamického odporu a ucpávání kanálku. Proto je nutné kanálek postupně rozšiřovat – např. pro tlakový rozdíl 50 atm → 1 atm je nutné zvětšit průřez z 1 mm² na cca 38 mm².
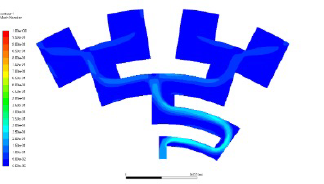
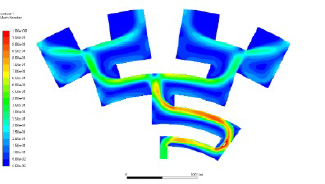
Obrázek 1: Pole Machových čísel pro M<1 pro vstupní rychlosti shora: 100m/s vlevo a 250m/s vpravo.
1D výpočetní nástroj
Pro návrh průtočných ploch byl vyvinut 1D analytický výpočetní nástroj, který pracuje s diskrétními škrticími uzly a jejich součiniteli tlakových ztrát ζ. Výpočet je založen na předpokladu izoentalpické expanze plynu a umožňuje efektivní návrh kanálku bez nutnosti časově náročných CFD simulací.
Postup výpočtu:
- Odhad ζ pro jednotlivé uzly (např. koleno, záhyb, větvení).
- Korekce střední rychlosti proudění tak, aby výstupní tlak odpovídal požadované hodnotě.
- Výpočet potřebné průtočné plochy pro každý uzel.
- Iterativní zpřesnění ζ na základě výsledků.
Porovnání s CFD ukázalo dobrou shodu vstupních a výstupních parametrů (tlak, hustota, hmotnostní průtok), i když prostorové rozložení veličin nelze přímo porovnat s 1D modelem.
Návrh škrticích kanálků
V rámci projektu byl vyvinut pokročilý konstrukční nástroj pro tvorbu 3D modelu redukčních pouzder. Na základě výstupů z 1D výpočtového nástroje je ve vhodném SW vygenerován parametrický 3D model redukčního pouzdra, který je přenesen do preprocessingu 3D tiskárny. Nástroj umožňuje navrhovat redukční pouzdra v různých velikostech v současné době do průměru 240 mm a výšky 315 mm. Nástroj umožňuje na základě propojeného parametrického modelu navrhovat kanálky s různými stupni škrcení, navrhovat redukční pouzdra s různými regulačními charakteristikami a různým naklopením kanálků.
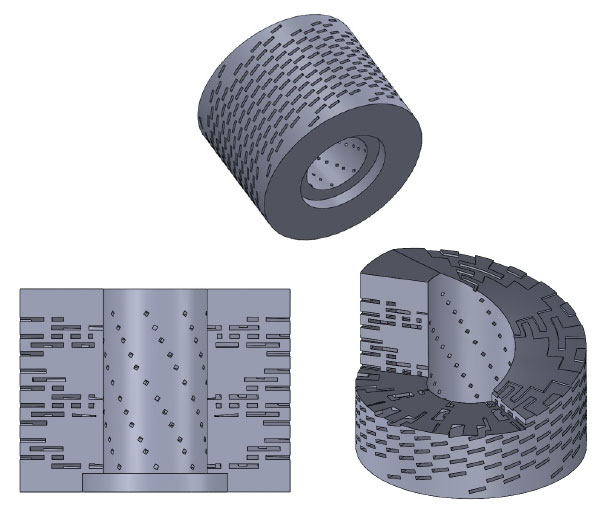
Obrázek 2: Model redukčního pouzdra.
Technologické aspekty aditivní výroby
Výrobní omezení metody SLM
Pouzdro bylo vyrobeno metodou selektivního laserového tavení (selective laser melting, SLM) ze slitiny Inconel 718. Tato technologie umožňuje realizaci složitých vnitřních struktur bez nutnosti mechanického obrábění. Klíčovým omezením je překlenování volných otvorů – při šířce nad 1 mm může dojít k natavení nespečených vrstev prášku, což vede ke zvýšené drsnosti povrchu nebo deformaci stěn.
Pro eliminaci těchto jevů byly testovány různé tvary horní stěny kanálku: rovná, klenutá, lichoběžníková.
Experimentální ověření přesnosti
Byl vytvořen testovací model s různými variantami kanálků, vytištěn a následně rozřezán pro metalografickou analýzu. Pomocí konfokální mikroskopie byly měřeny charakteristické rozměry kanálku, drsnost povrchu dna a horní stěny. Naměřené hodnoty se oproti návrhovým lišily v řádech desetin procent. Výsledky ukázaly dobrou shodu s CAD modelem a potvrdily, že rovná horní stěna je výrobně realizovatelná bez podpůrných struktur.